.
Medical Label Materials for Medical Devices & Biotech
Medical devices and biotech equipment need labels that stay clear, readable, and attached for a long time. In hospitals, labs, and healthcare facilities, labels face cleaning chemicals, heat, moisture, and heavy use every day.
That is why choosing the right medical label materials is important. The right material helps labels resist damage, stay readable, and support product safety and tracking.
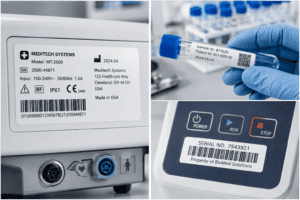
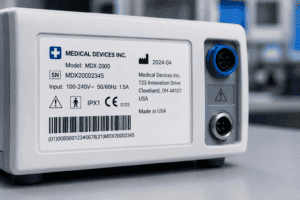
For medical manufacturers, labels are more than just stickers. They carry important information like warnings, serial numbers, instructions, and barcodes. If a label fades, peels, or cracks, it can create problems for equipment tracking and daily operations.
Why Medical Label Materials Matter
Medical equipment labels often need to last for years. During that time, they may face:
- Harsh cleaning chemicals
- Frequent handling
- Scratches and abrasion
- Heat and humidity
- Cleaning processes
- Exposure to alcohol or disinfectants
Standard paper labels usually cannot handle these conditions. Durable materials help keep labels readable and firmly attached over time.
That is why healthcare companies often use specialized biotech labels and healthcare product labels designed for demanding environments.
Common Materials Used for Medical Labels
Different label materials offer different benefits. The best choice depends on how and where the label will be used.
Polyester Labels
Polyester labels are one of the most common choices for medical equipment labels because they are strong and durable.
Benefits of polyester labels include:
- Good resistance to chemicals
- Strong durability
- Resistance to moisture
- Long-lasting print quality
- Good barcode performance
Polyester labels work well for equipment that is cleaned often or used in busy healthcare environments.
They are commonly used on:
- Diagnostic equipment
- Laboratory devices
- Monitoring systems
- Industrial medical equipment
Polycarbonate Labels
Polycarbonate labels are often used on control panels and device interfaces.
They offer:
- High impact resistance
- Strong surface protection
- Good heat resistance
- A professional appearance
These labels are commonly used where buttons, controls, or graphics need extra protection from wear.
Polycarbonate labels are often found on:
- Medical control panels
- User interfaces
- Display equipment
- Device overlays
Specialty Films and Flexible Materials
Some applications require flexible or custom materials. Specialty films may be used when labels need to wrap around curved surfaces or fit unique equipment shapes.
These materials may also include protective coatings or laminates for added durability.
Why Chemical Resistant Labels Are Important
Medical and biotech equipment is cleaned regularly to help maintain safety and hygiene. Cleaning products can damage low-quality labels over time.
Chemical resistant labels are designed to handle exposure to substances like:
- Alcohol
- Bleach
- Hydrogen peroxide cleaners
- Medical disinfectants
- Laboratory chemicals
Without chemical resistance, labels may:
- Fade
- Smear
- Peel
- Become difficult to read
This can create problems for barcode scanning, equipment identification, and safety information.
Using the right medical label materials helps labels stay readable even after repeated cleaning.
Why Sterilization Resistant Labels Matter
Some medical devices must go through sterilization before use. High heat or chemical exposure can damage ordinary labels.
Sterilization resistant labels are built to survive processes such as:
- Autoclaving
- Chemical sterilization
- Gamma sterilization
- Ethylene oxide (EtO) sterilization

Not every label material works with every sterilization method. Testing is important to make sure the label will perform correctly.
For reusable devices, labels may need to survive many sterilization cycles during the product’s life.
Best Practices for Choosing Medical Label Materials
Choosing the right label material becomes easier when manufacturers focus on the real conditions the label will face.
Think About the Environment
Ask questions like:
- Will the label be cleaned often?
- Will it face chemicals?
- Will it experience heat or moisture?
- Will it be handled regularly?
The answers help determine which material is the best fit.
Choose the Right Adhesive
The adhesive is just as important as the label material itself.
Medical equipment may use surfaces such as:
- Stainless steel
- Plastic housings
- Powder-coated metal
- Textured surfaces
Different surfaces require different adhesive types to ensure labels stay attached.
Protect Printed Information
Medical equipment labels often include:
- Barcodes
- Serial numbers
- Safety warnings
- Operating instructions
Protective coatings and laminates can help keep this information readable for longer periods.
Test Before Full Production
Testing helps identify problems before products reach the field.
Manufacturers should test labels for:
- Chemical resistance
- Adhesion strength
- Heat resistance
- Abrasion resistance
- Sterilization performance
Early testing can reduce failures and improve long-term reliability.
Medical Label Testing Checklist
Before approving a label material, manufacturers should review:
Environmental Testing
- Chemical exposure
- Heat and humidity
- Moisture resistance
Durability Testing
- Scratch resistance
- Abrasion resistance
- Adhesion performance
Sterilization Testing
- Autoclave testing
- Chemical sterilization testing
- Multiple sterilization cycles
Print Testing
- Barcode readability
- Ink durability
- Clear text visibility
This process helps ensure labels will perform properly in real healthcare environments.
Choosing the Right Label Partner
Medical and biotech applications need durable, dependable labeling solutions. The right medical label materials can improve product reliability, support traceability, and help keep equipment identified throughout its lifespan.
Whether you need polyester, polycarbonate, chemical-resistant, or sterilization-resistant labels, an experienced supplier helps ensure long-term performance.
PPS provides durable medical stickers, biotech labels, overlays, and medical equipment labels designed for demanding healthcare environments. Our team works with manufacturers to help select the right materials for each application.
Contact PPS to discuss the best label solution for your medical or biotech equipment.